
公司动态
查看分类公司动态
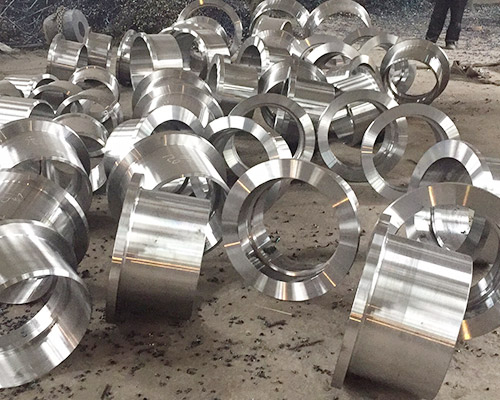
亿欣源法兰锻件公司 讲解,加工锻件的均温时间?
来源:云更新 时间:2023/12/11 9:01:15 次数:
亿欣源法兰锻件公司为您分享:山西法兰锻件表面的加热方法有什么?
锻件的中频淬火,由于踏面二侧有凸台,其高度超过感应器和踏面的间隙距离,致使感应器圈无法套入踏面,类似这样的锻件可以采用对开式分离感应器,扣上感应器后加热踏面,加热到温度后分离感应器取出走轮淬火或直接喷水淬火后再打开感应器取出走轮。
锻件火焰表面淬火的加热方法大致和感应表面加热类似,也分为固定法和连续移动加热法,固定法中可以用火焰喷嘴喷射火焰于锻件某一局部表面加热,达到淬火温度后移开喷嘴,用水管喷水冷却(或用压缩空气冷却)。固定法中也可将火焰喷嘴固定在一个位置(或几个喷嘴包围锻件外圆)而锻件旋转,加热到淬火温度后用喷水嘴喷水冷却。
连续移动加热法是将喷嘴带冷却喷水嘴在锻件加热面移动,边加热边冷却淬火。
仔细观察火焰可看出它分为三个区:靠近喷嘴较暗的部分为焰心,由氧及其分解气组成,温度较低,其外层为白亮的还原区,这是火焰温度较高区(可达3100℃),它可迅速地使金属加热,甚至熔化,外层为完全燃烧区,温度较还原区低。
火焰加热时内层的热量是由表面传导而得的,为使锻件在一定深度内被迅速加热到淬火温度就要保持表面的高温,这往往使表面温度过高,晶粒粗大,甚至有烧损的现象。
亿欣源法兰锻件公司为您分享:山西锻件冷却是指锻件从终锻温度至室温的冷却。冷却方式选择不当,可能由于应力过大产生裂纹、网状碳化物和白点而影响产品质量,甚至使锻件报废。
锻工车间常用的冷却方法有喷雾冷却、风冷、空冷、堆冷、坑(箱)冷、灰砂冷、炉冷等。
喷雾冷却:利用风机的风把从水管流出的水雾化后吹到锻件上进行冷却。
风冷:锻件用吹风冷却。
空冷:锻件均匀地摆在地面上在静止的空气中冷却。注意不要放在潮湿的地上或金属板上,也不要放在有穿堂风的地方,以防止锻件局部冷却过快引起缺陷。
堆冷:锻件堆在料筐里在空气中冷却。
坑(箱)冷:锻件放在地坑里或铁箱中冷却。
灰砂冷:定襄锻件厂家将锻件放在炉渣、灰或砂中冷却。用的灰及砂必须干燥。一般锻件入灰砂的温度不低于500℃,周围蓄灰砂厚度不少于80mm。
炉冷:锻件放入炉温为500-700℃的加热炉中缓慢冷却,冷却速度可以按规定速度调节。锻件入炉温度一般不低于600-650℃,待锻件温度和炉温一致后,随炉冷却。炉内要避免冷空气进入。一般出炉温度不高于100-150℃。
控制冷却:终锻后控制锻件的冷却速度以达到一定目的。例如T12、GCr15、9CrSi等钢材锻件,终锻后用喷雾快速冷却到600-650℃,然后再放入坑中缓慢冷却,避免生成粗大网状碳化物,又防止产生裂纹。又如有的中碳结构钢锻件终锻后立即入淬火介质,实现锻热淬火。渗碳钢锻件终锻后用风冷(冷风或热风),在5min左右冷却到等温温度后入等温炉进行等温退火。
终锻后的锻件冷却方法,一般说,尺寸较小的锻件表里温差较小,冷却速度可以快些,大锻件的冷却速度应该慢些。碳钢和低合金结构钢热传导性较好,表里温差较小,冷却速度可以快些,高合金结构钢的导热性能差,冷却速度要慢些。所以不同锻件的冷却规范应根据材料的化学成分和锻件的较大散热尺寸等因素选定。
等温退火白点敏感钢锭的冶炼、浇铸后的冷却工艺是否正确是保证质量的前提,而锻后的头一次冷却也是一个关键。通常认为就是在停锻后直接进行扩氢等温退火。
